บริษัท เอ็ม ดี ชิสเต็ม คอนโทรล แอนด์ เซอร์วิส จำกัด
MD เราคือผู้นำด้านระบบควบคุมคุณภาพอากาศ จำหน่าย ติดตั้งเครื่องลดความชื้น โดยผู้เชี่ยวชาญที่มีประสบการณ์ กว่า 16 ปี

ปัญหาความชื้นสัมพัทธ์ภายในโรงงานผลิตยา
ความสำคัญของความชื้นสัมพัทธ์ (Relative humidity)
หลายกระบวนการในการผลิตเภสัชภัณฑ์ต้องมีการควบคุมความชื้นอย่างใกล้ชิด การรักษาระดับความชื้นที่แม่นยำเป็นสิ่งจำเป็นในกระบวนการเคลือบยาเม็ดด้วยสารละลายในน้ำเพื่อให้มั่นใจได้ว่าสารเคลือบจะไม่แห้งเร็วหรือช้าเกินไป การพิมพ์ด้วยหมึกน้ำอาจได้รับผลกระทบทางลบจากอากาศแห้งได้ ความชื้นต่ำทำให้ไฟฟ้าสถิตเพิ่มขึ้น ซึ่งอาจทำให้วัสดุติดกันทำให้เกิดปัญหาในการบรรจุหีบห่อ ระดับความชื้น ที่ถูกต้องอาจทำให้เพิ่มผลการผลิต ลดของเสีย และสายผลิตมีประสิทธิภาพมากขึ้น เนื่องจากโรงงานผลิตเวชภัณฑ์มักจะต้องการการควบคุมสภาพแวดล้อมตลอด 24 ช.ม. ทุกวัน จึงจำเป็นต้องมีการออกแบบระบบทำความชื้นพิเศษสำหรับการใช้งานเฉพาะ การทำความร้อน การระบายอากาศ และระบบปรับอากาศมาตรฐานทั่วไปมักจะไม่สามารถควบคุมสภาวะแวดล้อมที่เหมาะสมได้ตามต้องการ เนื่องจากมีระยะเวลาการใช้งานยาวนาน จึงจำเป็นต้องคำนึงถึงอัตราการใช้พลังงาน และการซ่อมบำรุงที่จำเป็นต่างๆ

• ความสำคัญของการควบคุมความชื้นในการผลิตตามมาตรฐาน GMP
การปฏิบัติตาม GMP ในการผลิตยานั้นต้องมีกระบวนการบุคคลสิ่งแวดล้อมหรืออุปกรณ์ที่มีผลกระทบโดยตรงต่อคุณภาพและความปลอดภัยของผลิตภัณฑ์ที่ผลิตต้องดำเนินการภายในขอบเขตที่กำหนด ข้อจำกัดที่ระบุเหล่านี้ควรอยู่ภายใต้การควบคุมโดยตรงของทีมผู้ผลิตโดยมีมาตรการรับมือในกรณีที่เกิดปัญหา นอกจากนี้ส่วนอื่น ๆ ของกระบวนการผลิตหรือการจัดเก็บที่มีผลกระทบทางอ้อมจะต้องได้รับการประเมินสำหรับผลกระทบความเสี่ยงที่อาจเกิดขึ้น
ความชื้นสัมพัทธ์อาจดูเหมือนไม่ชัดเจนว่าเป็นต้นเหตุของปัญหาหรือบางสิ่งบางอย่างที่อาจส่งผลให้การผลิตไม่เป็นไปตามมาตรฐาน แต่สิ่งนี้สามารถและเกิดขึ้นได้ เพียงเพราะคนไม่เห็นปัญหาไม่ได้หมายความว่าไม่มีปัญหา ปรากฏการณ์หลายอย่างได้รับอิทธิพลจาก ระดับความชื้นสัมพัทธ์ และสามารถทำให้กระบวนการผลิตมีประสิทธิภาพลดลงคาดเดาได้น้อยและมีแนวโน้มที่จะผลิตผลิตภัณฑ์ที่ไม่ตรงตามข้อกำหนดปัญหาทั่วไปบางอย่างที่อาจเกิดขึ้นจากการควบคุมความชื้นไม่ดีคือ
1. เพิ่มการใช้พลังงาน
2. การเจริญเติบโตของจุลินทรีย์
3. เกิดปฏิกริยาทางเคมี
4. ความแม่นยำของอุปกรณ์ทดสอบต่ำ
5. การเปลี่ยนแปลงการนำไฟฟ้า
6. การเสื่อมสภาพของอาคารและผลิตภัณฑ์
7. ปัญหาการทำให้แห้งของผลิตภัณฑ์
8. ลดประสิทธิภาพของโรงงานเครื่องทำความเย็น
9. มีน้ำแข็งสะสม
10. ผลผลิตลดลง
11. การกร่อน
12. การควบแน่น
13. ส่งผลกระทบต่อผู้ประกอบการ
รูปที่ 1. แสดงให้เห็นถึงอิธิพลของการจัดเก็บวัสดุที่หลากหลายเนื่องจากการเปลี่ยนแปลงของความชื้นสัมพัทธ์ การจัดเก็บในแง่นี้ไม่ได้ จำกัด เพียงแค่การจัดเก็บคลังสินค้า แต่ยังนำไปใช้กับวัสดุวัตถุหรืออุปกรณ์ใด ๆ ที่ยังคงอยู่กับที่ในสถานที่คงที่เป็นระยะเวลานาน ดังนั้นคิดเช่นนี้ในบริบทของอุปกรณ์และส่วนควบภายในโรงงานผลิตยา
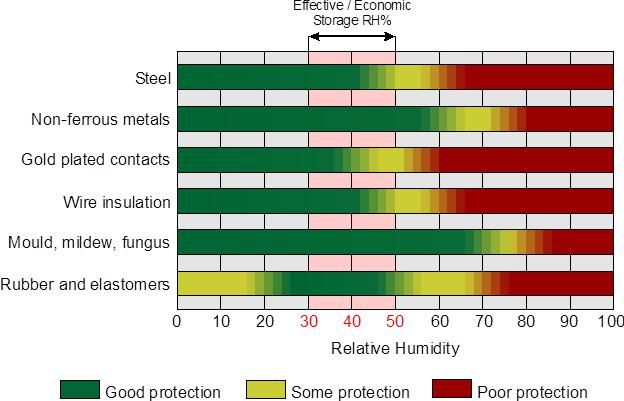
รูปที่ 1: ผลกระทบของ RH% ต่อวัสดุในตำแหน่งคงที่
มันเป็นสิ่งสำคัญที่จะต้องทราบความสัมพันธ์ระหว่างความชื้นสัมพัทธ์ (RH%) และอุณหภูมิอากาศเนื่องจากความแปรปรวนของอุณหภูมิจะส่งผลกระทบต่อ RH% ตัวอย่างเช่นการลดลงของอุณหภูมิอากาศที่มากพออาจทำให้เกิดไอน้ำกลั่นตัวออกมา อีกวิธีหนึ่งคือพื้นผิวเย็นจะทำให้เกิดการควบแน่นหากอุณหภูมิพื้นผิวลดลงต่ำกว่าจุดน้ำค้างของอากาศรอบ ๆ

ความชื้นในพื้นที่การผลิต
ในการผลิตยาคุณภาพและความสม่ำเสมอเป็นกุญแจสำคัญ พิจารณาเงื่อนไขทั่วไปต่อไปนี้ที่พบในพื้นที่ที่เกี่ยวข้องกับการผลิตยาที่เป็นของแข็ง
พื้นที่การผลิต
การชั่งการผสม : อุณหภูมิ 20-22°C / ความชื้นสัมพัทธ์ 35-40%RH
การอัด : อุณหภูมิ 20°C / ความชื้นสัมพัทธ์ 25-35%RH
เคลือบแพน : อุณหภูมิ 12-95°C / ความชื้นสัมพัทธ์ 10-70%RH
การบรรจุและการแพ็ค : อุณหภูมิ 20°C / ความชื้นสัมพัทธ์ 10-35%RH
การเก็บรักษา : อุณหภูมิ 20-25°C / ความชื้นสัมพัทธ์ 45%RH
จากหัวข้อพื้นที่ผลิตหากระดับ RH% ในนั้นได้รับการดูแลอย่างถูกต้องสำหรับกระบวนการที่กำหนดและพื้นที่โดยรอบจะไม่มีปัญหาความชื้นเกิดขึ้นไม่ว่าจะเป็นวัสดุที่ผลิตหรืออุปกรณ์ของการผลิตเองก็ตามแน่นอนค่า RH% ตามจริงที่จำเป็นสำหรับกระบวนการที่กำหนดขึ้นอยู่กับปัจจัยหลายประการรวมถึง
• 1. วัสดุที่ใช้และการดูดซับของพวกอุณหภูมิดูดความชื้นและความไวต่อน้ำ
• 2. พื้นที่การผลิตเอง : ปริมาตรฉนวนกันความร้อนของอาคารการควบคุมการไหลของอากาศจำนวนช่องเปิดที่ตั้งทางภูมิศาสตร์สภาพภูมิอากาศ ฯลฯ
• 3. ระเบียบวิธีปฏิบัติงานและพฤติกรรมผู้ปฏิบัติงาน : ทำความสะอาดรอบๆ , ขั้นตอนการขนถ่ายวัสดุ ฯลฯ
ค่าที่ระบุ GMP ซึ่งอาจได้รับอิทธิพลจากปัจจัยอื่น ๆ
บ่อยครั้งที่ปัญหาอาจเกิดขึ้นได้เมื่อมีการเปลี่ยนแปลงเงื่อนไขการผลิตเช่นการกำหนดสูตรผลิตภัณฑ์ใหม่การใช้สารตัวเติมที่แตกต่างกันหรือการเพิ่มพนักงานบนพื้นโรงงาน แนะนำวัสดุเพิ่มเติมสองสามตันหรือเพิ่มบุคลากรเพิ่มเติมในพื้นที่จะเปลี่ยนภาระในระบบการจัดการอากาศและทำให้เกิดปัญหาความชื้นดังนั้นในทุกพื้นที่ของการผลิตควรพิจารณาระดับความชื้นอย่างระมัดระวังไม่เพียงเพื่อให้เหมาะกับวัสดุที่กำลังผลิต แต่ต้องคำนึงถึงผลกระทบอื่น ๆ ที่เกิดขึ้นจากระดับ% RH ที่ไม่คาดคิดที่อาจเกิดขึ้นและอาจรบกวนการผลิต

การจัดเก็บเวชภัณฑ์และคลังสินค้า
เป็นสิ่งสำคัญที่ต้องพิจารณาถึงการได้รับความชื้นของผลิตภัณฑ์ยาตลอดกระบวนการผลิตทั้งหมด ในการจัดเก็บและคลังสินค้าค่าเบี่ยงเบนจากอุณหภูมิและความชื้นที่ต้องการจะต้องลดลงควบคุมและจัดทำเอกสารโชคไม่ดีที่การเดินทางด้วยอุณหภูมิและความชื้นเป็นสิ่งที่หลีกเลี่ยงไม่ได้ แต่การควบคุมอัตโนมัติของ HVAC และระบบควบคุมความชื้นจะปรับปรุงการตอบสนองและการกู้คืนและยังสามารถให้ข้อมูลประวัติและแนวโน้มในการติดตามการเดินทางเหล่านี้ แม้ว่าการเบี่ยงเบนเล็กน้อยอาจไม่มีผลกระทบอย่างมีนัยสำคัญ แต่ก็เป็นสิ่งสำคัญที่จะต้องพิจารณาผลกระทบของการเบี่ยงเบนของอุณหภูมิหรือความชื้นในทุกรายการที่จัดเก็บ นี่อาจเป็นงานที่น่ากังวลเนื่องจากคลังสินค้าไม่สามารถเก็บสินค้าคงคลังได้หลายร้อยหรือหลายพันรายการ นอกจากนี้ยังมีมูลค่าการพิจารณาว่ารายการใหม่จะถูกเพิ่มในอนาคตซึ่งจะต้องมีรูปแบบการประเมิน การประเมินผลกระทบจึงมีศักยภาพที่จะเป็นงานที่ยิ่งใหญ่ ง่ายขึ้นเพื่อให้แน่ใจว่าควบคุมอุณหภูมิและความชื้นภายในขีด จำกัด ที่กำหนดไว้ (เช่น 72 ° F / 22 ° C ที่ 50% RH) โดยบันทึกที่สร้างขึ้นโดยอัตโนมัติ โปรดทราบว่าอาจจำเป็นต้องใช้กลยุทธ์การจัดการอากาศที่แตกต่างกันไปตามสถานที่ตั้งและสภาพแวดล้อมท้องถิ่นของสถานที่จัดเก็บแต่ละแห่ง
Psychrometrics และการควบคุมความชื้น
มีวิธีการควบคุมความชื้นที่แตกต่างกันหรือมากกว่าอย่างถูกต้องเพื่อพยายามควบคุมความชื้น วิธีหนึ่งคือการใช้อากาศกลางแจ้งสำหรับการระบายอากาศ ด้วยวิธีนี้อากาศถ่ายเทจะต้องมีความชื้นต่ำกว่าอากาศภายในอาคารให้มีประสิทธิภาพและดังนั้นจึงเป็นความเมตตาของสภาพอากาศที่เปลี่ยนแปลงและตามฤดูกาล
ดังนั้นส่วนใหญ่เราควรละเว้นการใช้อากาศภายนอกที่ไม่ผ่านการบำบัดเนื่องจากความแปรปรวน ให้เราทบทวนวิธีที่มีประสิทธิภาพมากขึ้นในการบำบัดอากาศไม่ว่าจะเข้าหรือภายในอาคาร วิธีการเหล่านี้รวมถึง:
การทำความร้อน – แอปพลิเคชั่นนี้จะลดความชื้นสัมพัทธ์ แต่ความชื้นสัมพัทธ์ยังคงไม่เปลี่ยนแปลง ยังคงมีไอน้ำจำนวนมากและจุดน้ำค้างไม่เปลี่ยนแปลง นี่อาจเป็นกลยุทธ์การควบคุมความชื้นอย่างสมเหตุสมผลเพื่อให้ความร้อนแก่พื้นที่เพื่อความสะดวกสบาย แต่ในแง่พลังงานอาจมีราคาค่อนข้างแพง
การระบายความร้อน – การใช้ขดลวดทำความเย็นเพื่อลดอุณหภูมิอากาศต่ำกว่าจุดน้ำค้างของมันเป็นเรื่องธรรมดา วิธีนี้จะลด RH% หลังจากที่อากาศเย็นได้รับความร้อนอีกครั้งและยังจะช่วยลดความชื้นที่แน่นอน อย่างไรก็ตามประสิทธิภาพลดลงอย่างมีนัยสำคัญเมื่ออุณหภูมิของอากาศลดลงต่ำกว่า 50 ° F (10 ° C) นอกจากนี้การควบแน่นที่หลีกเลี่ยงไม่ได้ซึ่งเกิดขึ้นบนคอยล์เย็นอาจกลายเป็นปัญหาในการบำรุงรักษาหากมีแนวโน้มที่จะเกิดการกัดกร่อน ในที่สุดสภาพเปียกชื้นเป็นแหล่งผสมพันธุ์ที่ดีสำหรับแบคทีเรียและเชื้อราซึ่งไม่ต้องการที่ใดก็ได้ใกล้กับการผลิตยา
สารดูดความชื้นลดความชื้น (DH) – วิธีนี้ช่วยลดความชื้นสัมพัทธ์และสัมบูรณ์และยังช่วยลดจุดน้ำค้างในขณะที่ไม่ไวต่ออุณหภูมิโดยมีช่วงปฏิบัติการระหว่าง 100 ° F ถึง -40 ° F (40 ° C ถึง -40 ° C) . ระบบช่วยให้การไหลเวียนของอากาศลดลงเมื่อเปรียบเทียบกับวิธีการบำบัดอากาศอื่น ๆ ซึ่งจะช่วยประหยัดพลังงาน รูปแบบของการควบคุมความชื้นที่แม่นยำนี้ยังมีความยืดหยุ่นอย่างมากสำหรับแหล่งพลังงานหลายแห่ง (เช่นก๊าซ, ไอน้ำ, LPHW, ฯลฯ ) ดังนั้นจึงมีสาธารณูปโภคและความร้อนเหลือทิ้งไว้ใช้ นอกจากนี้ระบบทำงานแห้งซึ่งช่วยลดความเป็นไปได้ของการเจริญเติบโตของจุลินทรีย์และการบำรุงรักษาที่เกิดจากสภาพเปียกและยังสามารถแปลชีวิตอุปกรณ์อีกต่อไป นอกจากนี้การควบคุมความชื้นแบบนี้สามารถทำให้แห้งถึงจุดน้ำค้าง -94 ° F (-70 ° C) ซึ่งอาจจำเป็นสำหรับ API ที่ละเอียดอ่อน